
 當前位置:
當前位置:



2024.6.17,金工小編將為大家講解一下四川帶壓更換閥門的相關知識點,內容有點多,歡迎大家來電聯系我們。
閥門的計劃維修
閥門是設備和管道上的附件,它的維修應結合設備和管道的維修來進行。
原燃料化學產業部劃定的煉油廠設備維修檢驗規程中劃定,煉油廠公稱壓力低于PNl6MPa、介質溫度低于550℃的油品、蒸汽、水及各類氣體的高、中、低壓閥門,其修理內容分為小修、中修、大修三大類。
各類包括的修理項目如下:
-
小修:清洗油嘴、油杯,更換填料,清洗閥桿及其螺紋,清除閥內雜物,緊固更換螺栓,配齊手輪等。
-
中修:包括小修的項目,解體清洗零部件,閥體修補,研磨密封件,矯直閥桿等。
- 大修:包括中修項目,更換閥桿,修理支架,更換彈簧與密封件等。
在室內修理的閥門,一般中、小修較普遍,但也應解體檢查和更換墊片。

閥門的帶壓維修
帶壓維修閥門是一項復雜、危險、技術性強的工作。帶壓維修閥門除應膽大心細、慎重堅決外,還應有嚴格的科學立場。特別是從事易爆、劇毒、高溫、高壓、放射性等介質堵漏工作,更應嚴格按事先確定的方案及有關..劃定進行。
帶壓維修閥門時,應留意如下事項:
-
維修過程中,要嚴格遵守防火、防毒、防爆等有關..操縱規程。
-
在處理帶壓閥門的缺陷前,應提出處理方案,取得..技術職員的同意并得到操縱工的配合。重要部位的處理要經由共同研究,按劃定辦理火票、毒票等手續,方能著手處理閥門的缺陷。
-
處理缺陷的工作應由實踐經驗豐碩的維修職員擔任,現場職員不宜過多并有1至2名專門的監護人。
-
應有周密的..措施,以具備應付.壞情況發生的能力。維修職員及現場職員要按易燃易爆、高溫高壓、有毒、劇毒、強侵蝕等介質的防護措施劃定,穿著好防護工作服、鞋帽、手套以及防護眼鏡。有毒、劇毒的閥門維修還應戴好防毒面具。
-
在處理閥門缺陷過程中應設置..擋板,同時應謹嚴、細心,邊干邊觀察,按劃定方案進行。
-
擰緊螺紋前,應對銹死螺紋加煤油清洗滲透滲出,檢查螺栓螺母是否完整;還應添加松銹液或一層石墨粉潤滑螺紋。擰緊螺母時,不能用力死擰,以防螺栓螺釘斷裂。
- 焊接閥門時,要遵守焊接操縱規程。應防止金屬過熱和變形,產生新的裂紋。對捻縫過的部位泛起新的泄漏,不宜再次捻縫,以免擴大泄漏缺陷。
閥門的裝拆
螺紋連接裝拆
(1) 螺紋連接的防松方法
閥門上常用螺母、彈簧墊圈、止動墊圈、啟齒銷等連接件來防止螺母松動。 閥桿與封閉件連接結構常采用止動墊圈卡緊法和帶翅墊圈卡緊法防松,效果較好。
此外,閥門用來防松的方法有騎縫螺釘(騎馬螺釘)固定法和點鉚法,這兩種方法都用在不常拆卸的場合。點鉚法是將螺母與螺栓嚙合的螺紋處用洋沖點鉚兩點或兩點以上的位置,使螺紋處相互擠壓變形達到防松的目的。假如螺母松動用以上方法難以解決,可用粘接法。

(2)左旋螺紋和右旋螺紋的識別
準確識別螺紋是左旋仍是右旋,是閥門裝拆的.基本的知識。那么,怎樣才能弄清螺紋是左旋仍是右旋呢?可以借助該閥件上的內螺紋或外螺紋來確定。一般情況下,它們成正反螺紋結構,以防止螺紋松動。如閥桿、閥桿螺母上的螺紋連接:閥桿螺母上的緊圈為左旋,手輪上的螺紋為右旋,閥桿螺母的梯形螺紋為左旋。此外,螺紋的升角是向左邊升的螺紋叫左旋;反之為右旋。

(3) 拆裝螺栓的方法
螺栓的拆卸和裝配方法通常與連接形式、損壞和銹死程度等因素有關。下面著重先容雙頭螺栓的拆裝;銹死螺栓螺母的拆卸;斷頭螺栓的拆卸方法。
① 雙頭螺栓的拆裝方法

雙螺母并緊一起的拆卸和裝配雙頭螺栓的方法。當要拆卸雙頭螺栓時,上扳手將上螺母擰緊 在下螺母上,下扳手用力將螺母反時針方向滾動, 螺栓就會擰出。假如雙頭螺栓為反絲(左旋)的話,上扳手擰緊螺母,下扳手用力將螺母順時針方向擰出螺栓;當要把雙頭螺栓裝配到閥件上時,下扳手壓緊下螺母,上扳手順時針方向用力旋轉上螺母,就可將雙頭螺栓擰緊在閥體上。假如雙頭螺栓為反絲的話,下扳手壓緊下螺母,上扳手逆時針方向旋轉上螺母,就可擰緊雙頭螺栓。
另一種擰緊雙頭螺栓的方法是用特制的螺帽,上面有一只螺釘,起并緊雙頭螺栓的作用,螺帽內螺紋與雙頭螺栓統一規格。用時將雙頭螺栓旋入螺母中并緊螺釘,然后擰轉螺帽,就可擰轉雙頭螺栓。
② 銹死螺栓螺母的拆卸方法
銹死和侵蝕的螺栓和螺母拆卸前,應用煤油浸透,并弄清螺旋方向,然后慢慢地擰松1/4左右,退回原來位置;這樣反復進退幾回,就可逐漸擰出螺栓。也可用手錘敲擊螺栓及螺母周圍,將螺紋振松,然后再擰松螺栓螺母(但在敲擊的過程中,不要敲壞螺紋)。用敲擊法難以拆卸的螺母,可用噴燈或氧炔焰加熱,使螺母受熱膨脹,迅速將螺母擰出。對難以拆卸的雙頭螺栓,用煤油浸透后,可用管子鉗卡在中間光桿位置上擰出。
③ 斷頭螺栓的拆卸方法
螺栓折斷在螺孔中,是拆卸中感到麻煩的事。
幾種斷頭螺栓的擰出方法。
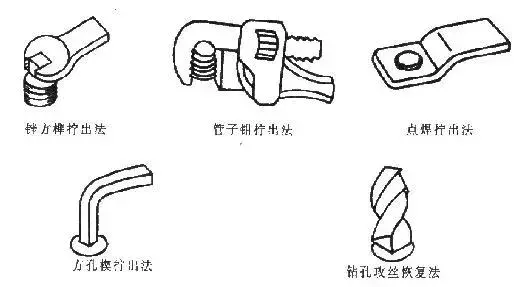
-
銼方榫擰出法和管子鉗擰出法,合用于螺栓在螺孔外有5mm以上高度的斷頭螺栓;
-
點焊擰出法合用于斷頭螺栓在螺孔外或斷頭螺栓與螺孔相平的前提下,它是由鉆有比螺孔小的孔的扁鋼制成,點焊填滿孔后擰出;
-
方孔楔擰出法合用于斷在螺孔內的螺栓,方法是先將螺栓中間鉆一小孔,用方孔錐具敲人小孔中,然后擰出;
- 鉆孔攻絲恢復法合用于無法掏出螺栓的情況,它是先將螺栓斷面整平,打樣沖后,用比螺紋內徑稍小的鉆頭鉆孔,.后按原螺紋攻絲而成。
斷頭螺栓在采用以上擰出方法之前,應采取一些常規措施,如煤油浸透、清除表面油污銹跡(這點特別對點焊的擰出法更重要,否則焊不牢)。必要時,還可將螺栓附近加熱,在熱塑的前提下將螺栓擰出。對斷頭螺栓的擰出還可以采用化學侵蝕方法,適當清洗銹死和侵蝕的螺栓、螺孔,會加快斷頭螺栓的擰出(擰出螺栓后應用水沖刷螺孔,以免殘存化學藥劑侵蝕閥件)。
(4) 擰緊螺栓的次序
閥門裝配時,螺栓的擰緊程度和次序對其裝配質量有著直接地影響。對于一般螺栓的擰緊比較好辦,連接件不松動就可以了。但對墊片、填料結構的螺栓擰緊,則應有先有后、對稱平均、輪流擰緊。當每根螺栓都擰緊得力后,應檢查法蘭是否歪斜,丈量法蘭之間的間隙是否一致,以便糾正。然后對稱輪流擰緊螺栓,擰緊量要小,每次為1/4~1/2圈左右,一直擰到所需要的預緊力為止。要特別留意不要擰得過緊,以免壓壞墊片,一般以擰到不漏為準。.后檢查法蘭間隙,其間隙應一致并保持在2mm以上。
螺栓擰緊的次序見圖所示。

鍵聯結的裝配和拆卸方法
鍵聯結的形式有平鍵、滑鍵(導鍵)、斜鍵(楔鍵)、半圓鍵(月牙鍵)和花鍵,圖為鍵聯結的裝配形式。
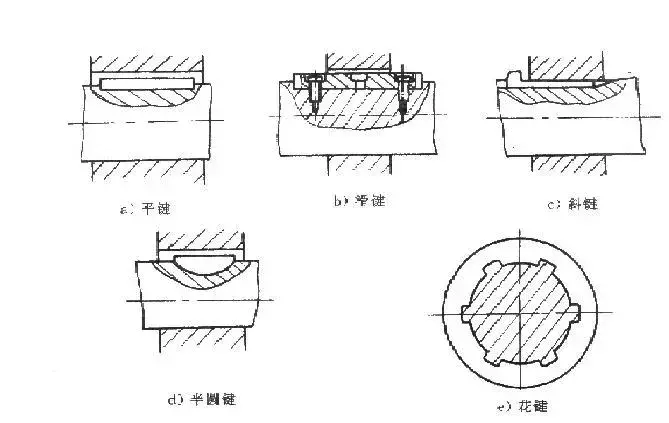
(1) 平鍵
平鍵在閥門上應用的較普遍,它的截面外形有正方形和長方形兩種。平鍵裝配前應清洗鍵槽,修整鍵的棱邊,修配鍵的配合尺寸、精度,銼削鍵兩端圓頭。裝配時鍵的兩側應略有過盈,鍵的頂面與輪轂問應有間隙,鍵的底面與軸鍵槽底相接觸。裝配可用手錘小扣或用虎鉗將平鍵慢慢夾緊,裝入軸的鍵槽內。在裝配時銅片作墊,以免損壞軸和鍵。
平鍵拆卸時應先卸下輪類,可用起子等工具在平鍵兩端撥起,也可用薄銅皮包好平鍵兩側,用鋼絲鉗或虎鉗夾持拉出。
(2) 滑鍵
滑鍵實際上是平鍵的一種特殊形式,它不僅能帶動輪轂滾動,而且能使軸和輪轂作相對運動,它用在傳動裝置和研磨機上的離合機構中。滑鍵可裝配在軸上,也可裝配在輪轂上。滑鍵與它裝配的鍵槽應配合緊密,無松動,并用埋頭螺釘固定。滑鍵與它相對滑動鍵槽的兩側和頂面應有一定間隙。
除埋頭螺釘外,滑鍵的裝配和拆卸方法與平鍵一樣。埋頭螺釘應緊固,不得松動,應低于滑鍵面。
⑶ 斜鍵
斜鍵與平鍵相似,但其頂面成斜面,斜度1:100,并有鍵頭,供拆卸用。斜鍵裝配時應清除棱邊,修配鍵與槽的配合精度;然后將輪轂和軸套對準鍵槽,用斜面涂色的斜鍵插入槽中,檢查接觸面,接觸面應不小于70%,如小于70%應刮研修正。.后用白鉛油涂一層在斜鍵上,將斜鍵打入槽中。斜鍵拆卸使用工具有斜鍵拉頭和斜鍵撥頭。
⑷ 半圓鍵
半圓鍵用在直徑較小的軸和錐形軸上,能在鍵槽中自動調節斜度。半圓鍵裝配和拆卸方法與平鍵相似。
⑸ 花鍵
花鍵象一對內外嚙合的齒輪,加工精度高,傳遞扭矩大,在閥門上用得很少。
以上就是我們為大家總結的關于四川帶壓更換閥門中對于電廠閥門維修秘訣就分享到這了,如還想了解更多,請咨詢我司官網。

